Design Validation Through Multi Tooling
The Problem: Validating design based on rubber tolerance to ensure quality
The Solution: Apple Rubber provided tools to make parts for multiple ranges — high, low and nominal — of the o-ring cross-section. The customer was then able to physically test performance at each to assure design validation at all ranges.
With new medical designs, there are many design factors that need to be considered and tested before the production process can begin. A disadvantage of rubber parts is that they have a higher tolerance range in comparison to metal. Depending on the size, many metal parts will hold ± 0.001 Inches for smaller dimension. For small cross-section o-rings, the typical standard is ± .003".
The rubber material for these parts is made up of various components, the ingredients for which are measured individually and added to mixers. Variations in measurement within acceptable limits can cause changes to the amount of shrinkage from lot to lot. Thus, there was a need to set a standard tolerance level. The Rubber Manufacturers Association (RMA) published an RMA Rubber Handbook that gives tolerances based on part dimension and precision level. The four levels are defined as: “A1” High, “A2” Precision, “A3” Commercial and “A4” basic. The new standard for rubber tolerances is ISO 3302, “Rubber — Tolerances for products.” This also breaks down tolerance levels by similar levels. For standard size o-rings, the two standards that determine tolerances are AS568 and ISO 3601. Both list industry standard sizes: one in imperial units and the other in metric, respectively.
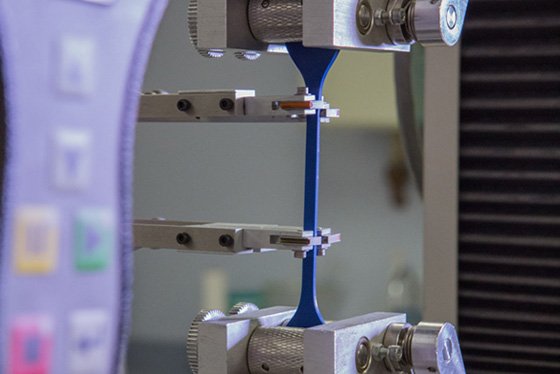
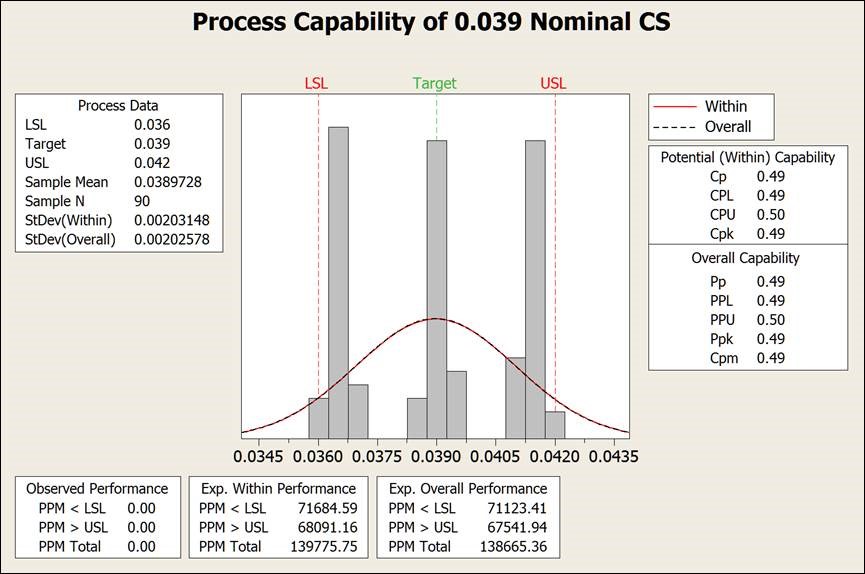
For this application, the o-ring was not used as a seal, as is commonly done. Instead, the o-ring was being used as a spring, which the user would compress and energize as a system. Our customer was concerned with whether or not the variation of the cross-section would change the amount of force the user would need to compress the trigger mechanism. He wanted to prove that o-rings being supplied within the tolerance range would not cause the force limit to exceed the design limits. Therefore, o-rings were needed at the high, low and nominal size to allow the device to be assembled to test this force. Apple Rubber uses high-speed CNC lathes to cut our o-ring tools. Over the years, we have perfected the ability to hold a high tolerance to assure tight CPK for multi-cavity tooling. The problem is our CPK was so tight that we did not have o-rings that fell anywhere near the high or low limit of the tolerance.
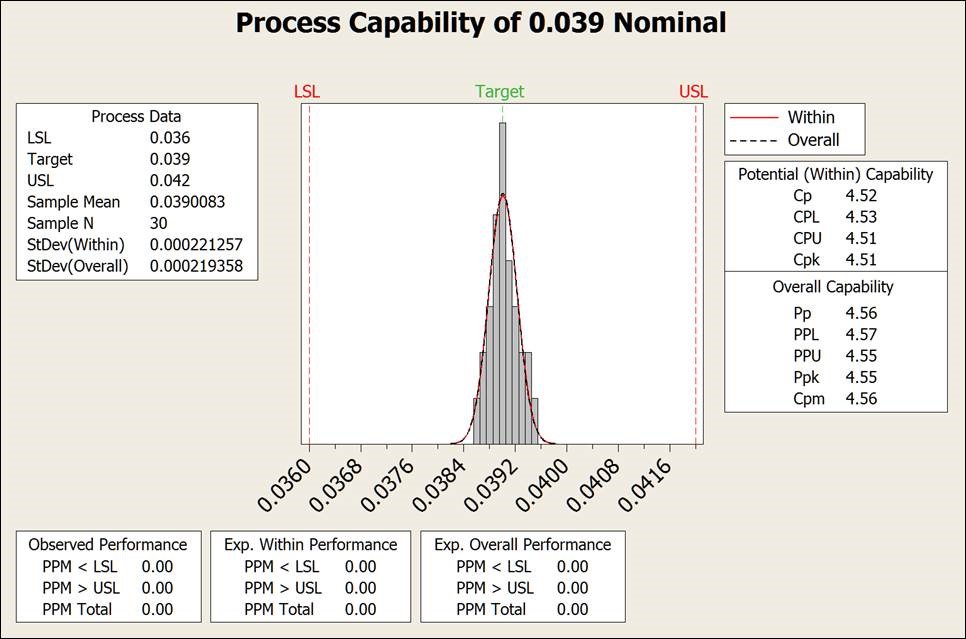
With the help of our in-house tooling center, we were then able to cut cavities at both the high and low end of the cross section tolerance. This allowed our customer to assemble triggers at the entire range of tolerance and measure the exact force needed to compress the trigger. Since we were actually making new parts with different molds, we could easily have full lot control with statistical measurements for each lot. Since our customer was in a rush to validate his design, this was all done within a short time frame. Making molds in-house is an extreme asset to time management, as it allows us to shorten tooling lead times well below industry standards.
Our goal is to maximize our ability to provide quality products and services that meet or exceed our customers' requirements.
Quality Policy